







| 材质 | 高速钢 |
|---|---|
| 产地 | 山东 |
| 控制形式 | 数控 |
| 类型 | 深孔钻床 |
| 用途 | 数控特种加工 |
| 是否库存 | 是 |
| 品牌 | 红鑫 |
| 型号 | T2125 |
| 商品品牌 | 红鑫 |
| 商品型号 | T2125 |
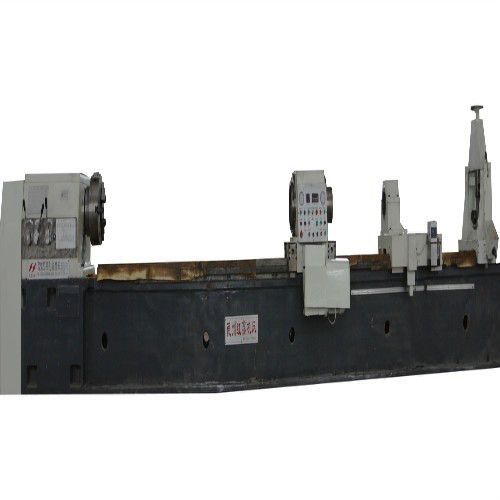
深孔钻镗床系列
——T2125 T2225
该机床是专门加工圆柱形深孔工件的设备,如加工机床的主轴孔,各种机械液压油缸、汽缸圆柱形通孔、盲孔及阶梯孔等。其加工孔径精度可达IT7~IT8级或以上,表面粗糙度可达到Ra0. 4μm。机床不但可以承担钻削、镗削,而且还可以进行滚压加工,钻削时采用内排屑法。机床床身刚性强,精度保持性好。主轴转速范围广,进给系统由交流伺服电机驱动,能适应各种深孔加工工艺的需要。授油器紧固和工件顶紧采用液压装置,仪表显示,安全可靠。
该机床为系列产品,还可按用户需要提供各种变形产品。
主要技术规格及性能
技术规格 | 参数TECHNICAL DATE | ||
T2125 | |||
工作范围 | 镗孔最大直径 | ` Boring diameter | φ250mm |
钻孔最大直径 | Max drilling depth | φ100mm | |
镗孔最大深度 | Max.boring depth | 1000-15000mm | |
工件夹持直径范围 | Workpiece clamped dia.range | φ60-φ330mm | |
主轴 | 主轴中心高 | Height from spindle center to bed | 350mm |
床头箱主轴孔径 | Spindle bord diameter | φ75mm | |
主轴前端锥孔 | Taper of spindle bore | 85mm 1:20 | |
主轴变速范围 | Range of spindle bore | 61-1000r/min 12级 | |
进给 | 进给速度范围(无级) | Feed speed range(infinte) | 5-600mm/min |
拖板快速移动速度 | Carriage rapid-moving speed | 2m/min | |
电机 | 主电机功率 | Main motor poser | 30KW |
液压泵电机功率 | Hydraulic pump motor power | 1.5KW | |
拖板快速电机功率 | Carriage fapid motor power | 3KW | |
进给电机功率 | Feed motor power | 3.7KW交流伺服 | |
冷却泵电机功率 | Cool pump motor power | 5.5KW | |
其他 | 冷却系统额定压力 | Rated prdssure for cooling system | 0.36Mpa |
冷却系统流量 | Flow of cooling system | 300L/min | |
液压系统额定工作压力 | Rated working pressure for hydraulic system | 6.3Mpa | |
授油器承受最大轴向力 | Max.axial force for carriage support | 68KN | |
授油器对工件的最大预紧力 | Max.clamping force exalted by carriage on workpiece | 20KN | |
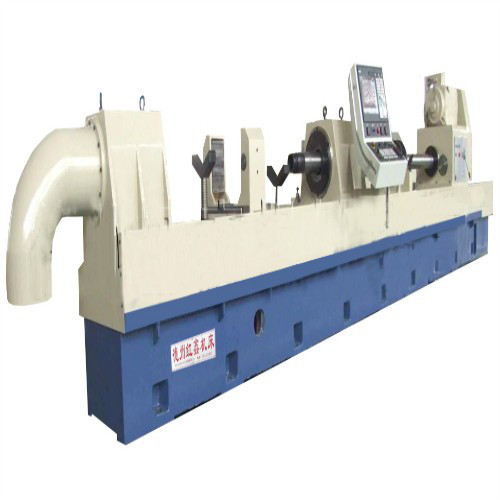
深孔钻镗床
- T2150 T2250
T2150深孔钻镗床根据工件的长短,该产品选用两种加工工艺:短工件采用授油器授油并液压顶紧;长工件采用由镗杆尾部授油,四爪卡盘夹紧。授油器采用创新的主轴式结构形式,承重性能有很大提高,旋转精度更高。床身导轨采用适宜深孔加工机床的双矩形导轨,承载能力大,导向精度好;导轨经过了淬火处理,耐磨性较高。适用于机床制造、船舶、煤机、液压、动力机械、风动机械等行业的镗削、滚压加工,使工件粗糙度达0.4-0.8μm。本系列深孔镗床根据工件情况,可选择下列几种工作形式:1、工件旋转、刀具旋转和往复进给运动;2、工件旋转、刀具不旋转只作往复进给运动;3、工件不旋转、刀具旋转和往复进给运动。
机床的基本工艺性能:
1) 在该机床可完成内孔的钻、镗、扩、滚压加工。
2) 加工时,工件旋转、刀具进给,切削液通过授油器进入切削区,冷却、润滑切削区并带走切屑。
3) 钻孔时采用BTA内排屑的工艺方式。镗孔时采用镗杆内供切削液向前(床头端)排切削液、排切屑的工艺方式。
4) 根据加工工艺的需要,可安装钻、镗杆箱,刀具旋转。降低工件转速,提高加工效率,保证加工质量。
5) 机床的加工精度:
粗镗时:孔径精度IT9-10。表面粗糙度:Ra6.3。
精镗时:孔径精度IT8-9。表面粗糙度:Ra3.2。
滚压时:孔径精度IT8-9。表面粗糙度:Ra0.2。
加工孔的直线度: 小于0.15/1000mm。
加工孔的出口偏斜: 小于0.5/1000mm。
6) 机床的加工效率:
切削速度:根据刀具结构、材料和工件材质确定,一般在50-100m/min。
进给速度:根据加工情况确定,一般在20-100mm/min。
镗孔时最大加工余量:根据刀具结构、材料和工件情况确定,一般不大于30mm。
主要技术参数及性能:
技术规格 | 参数TECHNICAL DATE | ||
T2150 | |||
工作范围 | 镗孔直径范围 | Boring diameter | φ250mm-φ500mm |
钻孔直径范围 | Max drilling depth | φ60mm-φ120mm | |
镗孔最大深度 | Max.boring depth | 1000-15000mm | |
工件夹持直径范围 | Workpiece clamped dia.range | φ300-φ650mm | |
主轴 | 主轴中心高 | Height from spindle center to bed | 625mm |
床头箱主轴孔径 | Spindle bord diameter | φ130mm | |
主轴前端锥孔 | Taper of spindle bore | 公制140# | |
主轴变速范围 | Range of spindle bore | 3.15-315r/min(21级) | |
进给 | 进给速度范围(无级) | Feed speed range(infinte) | 5-1000mm/min |
拖板快速移动速度 | Carriage rapid-moving speed | 2m/min | |
电机 | 主电机功率 | Main motor poser | 30KW,n=960 r/min |
液压泵电机功率 | Hydraulic pump motor power | 1.5KW ,n=1440 r/min | |
拖板快速电机功率 | Carriage fapid motor power | 4KW | |
进给电机功率 | Feed motor power | 7.5KW交流伺服 | |
冷却泵电机功率 | Cool pump motor power | 5.5KW 3组 | |
其他 | 冷却系统额定压力 | Rated prdssure for cooling system | 0.36Mpa |
冷却系统流量 | Flow of cooling system | 300 600 900L/min | |